

Hydraulic pumps are used in many industrial and mobile applications where they convert mechanical energy into hydraulic energy. This is a necessary process as it allows for the functioning of various machines and vehicles through hydraulic systems that operate with high levels of efficiency and accuracy. In this text, we will discuss what hydraulic pumps do by looking at how they work from basic principles up; exploring each type available; identifying major parts needed for construction as well as explaining some theories behind their operation. If you have ever wondered about these wonderful inventions which propel most modern equipment around us then read on – whether an engineer or just someone interested in knowing more about such things; this inclusive study material is intended to give an overall understanding on them and why they matter today.
What is a Hydraulic Pump and How Does it Work?
The hydraulic pump is a mechanical tool that converts mechanical energy into hydraulic power. It works on the basis of Pascal’s law, which states that any change in pressure applied to any part of an enclosed fluid at rest is transmitted undiminished to all portions of the fluid and acts in all directions along the container walls. In other words, what this means is that a pump moves liquid thus creating flow while changing this mechanical power to liquid power that can be used in driving hydraulics. These machines are designed according to different methods for producing flow and pressure such as gear pumps, vane pumps or piston pumps among others. Gear pumps make use of meshing gears; vane ones have retractable vanes whereas piston models involve back-and-forth movements by pistons forcing movement through them by fluids. Different applications including aerospace systems’ actuators up through automotive industry systems rely heavily on these devices because they offer high power density levels together with accuracy control features especially where there is need for minimal space occupation or weight consideration during construction processes.
Understanding the Basic Function of a Hydraulic Pump
The most important role of hydraulic pumps is transferring mechanical energy into hydraulic energy by compressing a liquid, usually oil. This procedure starts with the rotating parts of the pump such as gears; they create a vacuum at the inlet of the pump which draws fluid from reservoirs into it. The liquid is then pressurized and moved through a system where it does work.
Key Technical Parameters:
1.Flow Rate:
- Definition: The amount of fluid that can be displaced by a pump in a given period, usually measured in gallons per minute(GPM) or liters per minute(LPM).
- Significance: It determines how fast a hydraulic system functions.
2.Pressure Rating:
- Definition: This refers to maximum allowable pressure which may be expressed in pounds per square inch (PSI) or bar.
- Significance: It shows both ability of the machine to pressurize fluid and structural strength required for withstanding mechanical loads imposed on it.
3.Efficiency:
- Definition: Efficiency ratio between useful output power produced by device under consideration divided by total input power available at its terminals times 100%.
- Significance: Higher percentages indicate better use of input resources by product hence lower wastage through heat generation etcetera during conversion process thereby leading to improved performance levels overall.
4.Displacement:
- Definition: For each revolution made around shaft axis, volume swept out is known as displacement measured in cubic inches per revolution (in³/rev).
- Significance: Pump size depends directly on this value since flow rate = displacement × speed where appropriate units are used i.e., GPM= (in³/rev) × RPM.
5.Speed:
- Definition: Rotational frequency relating revolutions performed within certain time interval expressed as revolutions per minute (RPM).
- Significance: Flow rate will vary depending on speed therefore affecting efficiency characteristics where higher rotational speeds yield more output but consume larger amounts of power hence reducing overall efficiency levels accordingly.
6.Operating Temperature:
- Definition: Range temperatures within which an equipment can operate effectively without failure taking place.
- Significance: For reliable performance it is necessary that these limits should not be exceeded since this might result into fluid freezing or overheating thereby causing damage to other parts as well.
7.Viscosity:
- Definition: Measure resistance offered by fluid while flowing through space usually given in centistokes (cSt).
- Significance: Pump wear rate and efficiency are influenced by viscosity thus proper matching between them must be ensured during selection process for optimal utilization.
Once you know what they are, it becomes possible to choose the right hydraulic pump for any specific operational need so that there is efficiency and reliability within systems used.
How a Hydraulic Pump Operates in a Hydraulic System
A hydraulic pump is an important part of converting mechanical energy into hydraulic power by moving fluid through the system to create the flow required for hydraulic operations. Below is a brief summary of its working as per the best sources:
1.Intake Stroke:
- Process: The vacuum is created in this stroke when the pump’s mechanism (pistons or gears) moves, which allows the fluid from reservoir to enter into the pump chamber.
- Technical Parameter: Vacuum Pressure – pressure difference that helps in fluid intake.
2.Compression Stroke:
- Process: In this stroke, the pump’s mechanism compresses the fluid thereby reducing its volume within the pump chamber. This step pressurizes it, necessary for hydraulic action.
- Technical Parameter: Compression Ratio – ratio between initial volume and compressed volume of fluid.
3.Discharge Stroke:
- Process: After that, the pressurized liquid is pushed out through discharge port of pumps making them continuous flow producing devices; from where they are directed into various components such as cylinders and motors of a hydraulic system.
- Technical Parameter: Flow Rate – amount of liquid expelled per unit time usually measured in gallons per minute (GPM).
4.Flow Control:
- Process: Flow control valves regulate flow rate and pressure within a hydraulic system so that fluids may reach specific parts at right specifications.
- Technical Parameter: Pressure Control Settings – adjustable parameters for maintaining stability and performance levels throughout systems operation cycle.
5.Recirculation:
- Process: Hydraulic liquids return back to reservoir after performing their tasks so that they can be pumped again by means of creating closed loop systems.
- Technical Parameter: Reservoir Capacity – This refers to volume of fluid which should always remain in reservoir tank for ensuring uninterrupted supply
Knowing what every stroke does as well as each component within a given hydraulic system helps improve performance standards while also enabling proper maintenance practices. These findings sourced from reputable outlets provide holistic understanding about functions done by hydraulic pumps together with related technical aspects involved.
Key Components of a Hydraulic Pump
1.Reservoir:
- Role: The tank stores the hydraulic fluid, giving it space to release heat and allowing pollutants to settle.
- Technical Parameter: Capacity: This is to ensure that there is enough volume so as not to cause air bubble and spalling.
2.Hydraulic Pump:
- Function: Converts mechanical energy into hydraulic energy. Types include gear, vane, and piston pumps.
- Technical Parameter: Displacement: It is the measurement of how much fluid can be moved by the pump in each cycle usually expressed in cubic inches per revolution.
3.Prime Mover:
- Function: Powers the hydraulic pump. Common prime movers include electric motors and internal combustion engines.
- Technical Parameter: Horsepower (HP): It shows how much power output should be used for driving the pump efficiently.
4.Pressure Regulator:
- Function: Keeps up a preset pressure level within a system for proper operation as well as safety requirements.
- Technical Parameter: Set Pressure: This value defines what pressure should be maintained by a regulator so that systems could function optimally at all times.
5.Hydraulic Fluid:
- Function: Transfers energy within the system and provides lubrication and cooling.
- Technical Parameter : Viscosity – thickness or thinness of liquid which affects its ability to flow smoothly through different parts (higher viscosity means slower flow rate).
6.Hoses & Tubing:
- Function : Hoses are flexible pipes used in conveying fluids under pressure from one component to another while tubing refers rigid tubes employed for same purposes but with less flexibility than hoses
- Technical Parameter : Burst Pressure Rating – maximum pressure hose/tube can withstand before failure occurs
7.Control Valves:
- Function : Control valves direct or regulate flow/pressure of hydraulic fluid going into/out various parts/systems according to need/demand
- Technical Parameter : Flow Capacity – largest volume rate that can pass through valve at any given time typically measured in gallons per minute (GPM)
8.Actuators :
- Function : They convert hydraulic energy back into mechanical energy which helps them perform work. Eg: Hydraulic cylinders and motors are types of actuators.
- Technical Parameter : Stroke Length (for Cylinders) or Torque (for Motors) – shows movement range/range of motion available for actuator to produce desired output force
9.Filters :
- Function : filters remove impurities/particulates/contaminants from hydraulic fluids thereby preventing them from causing damage/wear on sensitive system components like valves, pumps etc.
- Technical parameter : Beta ratio refers to efficiency level by which the filter captures particles of specific sizes in relation to total number filtered.
10.Heat Exchangers:
- Function : Heat exchangers dissipate heat generated within hydraulic systems back into surrounding environment so as not to affect performance adversely due to high temperatures
- Technical Parameter : Heat Rejection Capacity – amount/quantities of heats that can be removed by exchanger usually measured in BTUs.
What Are the Different Types of Hydraulic Pumps?

- Gear Pumps: One of the most popular types of hydraulic pumps are gear pumps that push fluid by displacement with the help of meshing gears. They are simple in design and can work with a broad range of viscosities.
- Vane Pumps: Vane pumps make use of vanes to slide in and out of slots in the pump rotor. These pumps produce relatively low noise levels and have the ability to handle different flow rates.
- Piston Pumps: Fluid is moved by piston pumps through reciprocating pistons. These pumps can create very high pressures, making them highly efficient for heavy-duty applications.
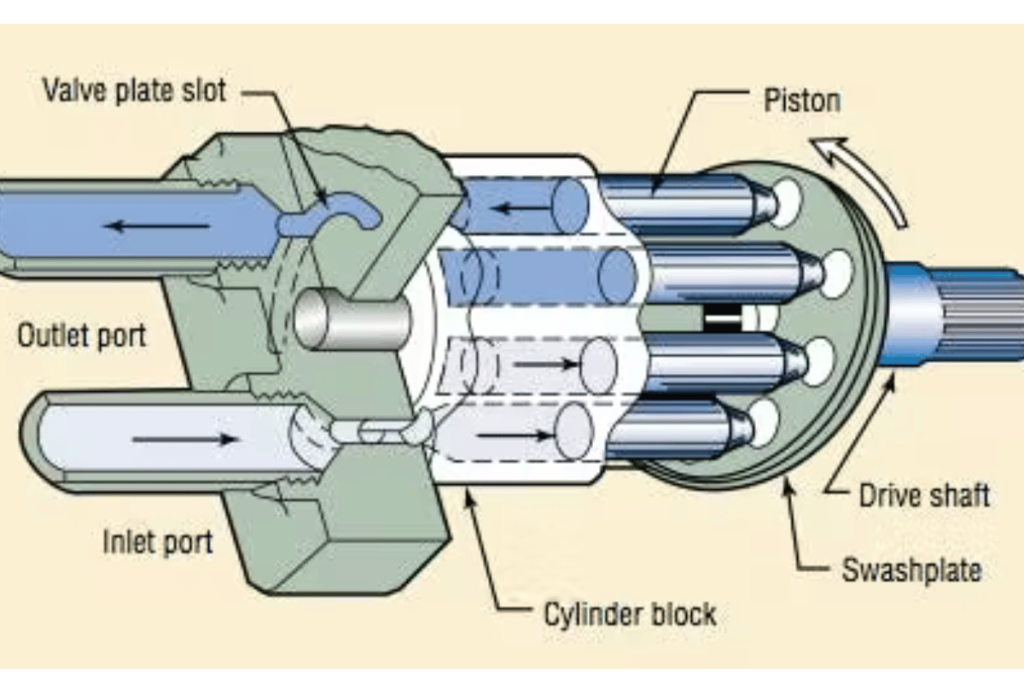
- Axial Piston Pumps: Axial piston pumps have their pistons arranged within a barrel parallel to the drive shaft. They are commonly found in high-pressure systems.
- Radial Piston Pumps: Radial piston pumps have pistons extending radially around the drive shaft. They provide high efficiency and are used when there is a need for low pulsation together with high power.
- Screw Pumps: In screw pumps, one or several screws are made to rotate thus moving fluid along the screw’s axis. The flow is smooth without any pulsations.
- Peristaltic Pumps: These pumps displace fluid by compressing a flexible tube which guarantees that there will be no contact between any part of the pump itself and the fluid being pumped through it hence they can handle abrasive as well as corrosive fluids effectively.
- Lobe Pumps: Lobe pumps consist of two or more lobs rotating about parallel shafts thereby trapping liquid within cavities formed between them while transporting it from one place to another. They work best with high viscosity liquids and situations where gentle treatment is required during pumping operations.
- Internal Gear Pumps: Internal gear pumps use an inner and outer gear set to move fluid from one side of the pump casing to another side where it exits under pressure created by this action. Such type of pump operates quietly and can handle high viscosities.
- Diaphragm Pumps: Diaphragm pumps are designed to handle corrosive fluids by using a rubber, thermoplastic, or teflon diaphragm which is reciprocated by suitable valves on either side of it thus pumping liquid through them. They find wide applications ranging from chemical industries up to food industries due to their versatility in handling such kind of media.
Each kind of hydraulic pump possesses its own distinctive features that make it suitable only for specific tasks; thus providing variety options for utilization in different sectors.
Overview of Common Hydraulic Pumps
In hydraulic systems, hydraulic pumps are necessary tools. They transfer mechanical energy into hydraulic energy to move liquids. Below is a list of common types of hydraulic pumps with their main features and typical uses:
1.Gear Pumps: These are simple machines that use meshing gears to pump fluid. They are strong, reliable and cost-effective hence used in industrial applications where accuracy is not important.
- Flow Rate: Generally 1 to 100 GPM (gallons per minute)
- Pressure: Up to 3,000 PSI (pounds per square inch)
2.Vane Pumps: Vane pumps move the fluid through slotted rotors with different vanes so as to achieve smooth flow without much pulsation. Suitable for operations requiring steady flow rate.
- Flow Rate: Normally 5 to 300 GPM
- Pressure: Up to 2,000 PSI
3.Piston Pumps: Known for high efficiency and durability, radial as well as axial piston pumps can withstand high pressure making them ideal for such applications.
- Flow Rate: Between 1 – 500 GPM
- Pressure: Can accommodate up to 10,000 PSI
4.Screw Pumps: They use one or more screws to transport fluid; these types of pumps provide non-pulsating smooth flow required in certain applications.
- Flow Rate: Variable but usually within the range of 5 – 300 GPM
- Pressure: Up to 1,000 PSI
5.Peristaltic Pump(s): These have flexible tubes which enable them handle corrosive or abrasive fluids since no part comes into contact with the fluid being pumped while moving unlike other types of pumps.
- Flow Rate: Typically up-to 200 GPM
- Pressure : Can reach up-to350 PSI
6.Lobe Pump(s): Designed for viscous fluids and gentle handling of fluids; thus commonly used in food & pharmaceutical industries.
- Flow Rate : From10 –1000 GPM
- Pressure :Usually upto300 PSI
7.Internal Gear Pump(s): Internal and external gear assembly in these pumps ensures quiet operation and suitability for high-viscosity fluids.
- Flow Rate: Generally 5 – 500 GPM
- Pressure :Up to 3000 PSI
8.Diaphragm Pump(s): Diaphragm pumps are versatile machines capable of handling different types of fluids including highly corrosive ones.
- Flow Rate: Normally up-to 300 GPM
- Pressure :Can achieve upto1200PSI
Understanding these various kinds of hydraulic pump systems together with their technical parameters could greatly assist one when choosing the right pump for specific industrial applications.
The Functionality of a Piston Pump
In a cylinder, a piston pump operates with the help of oscillating pistons. This creates a pumping effect by pushing and pulling them inside the cylinder. The system is designed in such a way that it can increase or decrease volume of space available within it hence drawing in or forcing out fluid from the chamber. It is capable of creating high pressure levels thereby becoming good for applications requiring accurate flow rates.
Some technical parameters that are important for understanding how piston pumps work include:
- Rate of flow: Usually between 0.1-100 gallons per minute (GPM) depending on design and application specifics;
- Pressure: Can withstand up to 10,000 pounds per square inch (PSI) which makes them useful in high-pressure systems.
- Efficiency: They have an average volumetric efficiency higher than 85%, therefore considered efficient machines.
- Strength: These devices are strong enough to handle various types of liquids including those with high viscosity or containing particles that may cause wear on other parts;
- Maintenance: Although durable, maintenance is necessary due to wear and tear experienced by seals as well as cylinders themselves during operation.
By employing this method where fluid is forced into desired places at very high pressures accurately by using hydraulic power created through reciprocation; many industries find these types must haves for their daily activities because no other machine can do what they do best.
The Mechanics of a Gear Pump
A gear pump functions by displacing fluid with the engagement of gears. This design consists of a housing within which two or more gears rotate. While spinning, these gears create a space at the pump’s entrance that sucks in liquid between their teeth. A continuous revolution moves the liquid through the casing to an outlet where meshing teeth expel it outside.
Some technical parameters used to describe gear pumps are as follows:
- Rate of Flow: Normally is between 1-500 GPM (Gallons Per Minute) depending on size and speed of gears.
- Pressure: Can generally withstand up to 3000 PSI but higher pressures can be achieved through special designs.
- Efficiency: Moderate to high efficiencies can be realized i.e., they range from about 80% – 90%.
- Strength: They are simple robust machines known for their durability hence widely used with many types of fluids even those having low viscosity and non-lubricating properties.
- Serviceability: Need for maintenance is lower than piston pumps due to fewer moving parts; however, gears and bearings wear out thus should be checked on regularly.
Gear pumps find extensive application across different sectors ranging from chemicals processing industries all through automotive sector because they can handle various fluid viscosities while maintaining steady flow without pulsation.
Advantages of Using Vane Pumps
There are many reasons why vane pumps are used in a range of applications where consistent performance and reliability are important. Here’s what you need to know:
- Efficiency: Vane pumps have a high volumetric efficiency which means that most of the fluid being pumped gets to where it needs to go because their design reduces internal leakage as much as possible.
- Self-Priming Capabilities: As opposed to other types of pumps, vane pumps can self-prime i.e., get rid of air from the suction line without an external priming device.
- Smooth and Quiet Operation: Noise and vibration levels caused by pulsation are low when using vane pumps due to even flow being generated continuously; hence they work quietly too – great for places with strict noise regulations where smooth operation is necessary.
- Flexibility with Fluids: Vane pumps can handle different fluid types such as those having different viscosities, abrasive particles or entrained air. They also work well under both low and high-viscosity conditions.
- Adjustable Performance: Flow rates and pressure are easily adjustable since these values depend on the geometry of vanes or rotor speed which can be altered without much hassle according to various system needs.
- Compact Design: When compared against what they deliver, vane pumps generally have a small size thus can easily fit into tight spaces when required.
- Durability and Longevity: The fact that sliding vanes adapt themselves based on wear makes them simple but long lasting; therefore this ensures that efficiency does not drop over time as far as durability is concerned for any given vane pump design.
- Low Maintenance: In terms of maintenance requirements vis-a-vis other pump types, vane ones demand less frequent checks due fewer moving parts involved plus self-compensation feature lowers tear & wear thereby reducing expenses spent on maintaining them.
Some technical parameters proving these advantages include:
- Flow Rate: Normally it is between 0.5 – 500 GPM;
- Pressure: Can work under a maximum pressure of 1,500 PSI even though some special models can achieve higher values than this;
- Viscosity Range: Suitable for use with fluids having viscosities ranging from 1 to 2,500 Centipoise (cP);
- Temperature Range: They should be used at temperatures between -30°F to 400°F (-34°C to 204°C) so that they can function optimally.
Industries such as automotive, refrigeration, aerospace among others heavily rely on vane pumps which are known to offer dependable service under extreme conditions. In addition to being widely used across various sectors where reliability is key; such machines also excel in performance when operated within hostile environments characterized by demanding duty cycles.
How Do the Components of a Hydraulic Pump Contribute to Its Operation?
Hydraulic pumps are created from many parts, each with their own function. The housing holds everything in place and keeps the system together ensuring that hydraulic fluid is contained and directed properly. The shaft moves mechanical energy from the motor to the pump to start moving the oil. Pistons move within a cylinder block to create enough pressure needed for forcing hydraulic fluid through it in piston pumps. Valves direct which way fluids flow; check valves let them into or out of pump chambers while pressure relief valves prevent too much pressure building up in systems.
Seals and gaskets seal off any possible leaks as well as maintain necessary pressures inside pumps. Fluid displacement throughout these devices is aided by gears (gear pumps) or vanes (vane pumps). Suction/discharge cycles required for liquid transport occur due to interaction between rotor and stator within vane type units. Proper lubrication reduces friction thus improving efficiency and life span of these parts hence the entire assembly too should be well lubricated . Each piece has been designed with attention paid to detail so that they may work effectively under different industrial settings where reliability is key for any hydraulic system application success.
The Role of the Motor in a Hydraulic Pump
To change mechanical energy into hydraulic energy, a shaft is driven by a motor that is part of the hydraulic pump system. An electric or engine-driven motor begins this process by providing the required torque to the pump. There are numerous technical parameters that determine how efficient and suitable motors are for hydraulic pumps:
- Power Output (Horsepower or Kilowatts): The motor has to produce enough power to satisfy demands from systems using hydraulics. Smaller applications may need only a few horsepower (HP) while industrial setups require hundreds of HP.
- Speed (RPM): Speeds at which motors rotate influence flow rates through pumps; typical values range between 1,000 and 3,600 RPM depending on types of pumps as well as purpose served by them in various applications.
- Torque (Newton-Meters or Foot-Pounds): Sufficient amounts of torque must be available for starting up the pump against inertia during loading situations where operation should be continuous. A suitable motor is chosen based on specific hydraulic pump’s needs regarding this requirement.
- Voltage and Current: Electrically powered motors need to operate within certain voltage range such as 230V AC or 460V AC so that they work efficiently without overloading electrical systems used with them – current ratings are given in Amperes (A).
- Efficiency: More electrical input energy gets converted into mechanical output work done if high-efficiency motors like IE3 or NEMA Premium are used instead – savings achieved this way help reduce consumption levels together with operational costs involved.
- Compatibility with Hydraulics: Motors can be designed specifically for use in hydraulic environments whereby their ability withstand different environmental conditions e.g., temperature ranges; humidity levels etc., becomes very important due exposure possibility towards hydraulic fluid among other factors.
Matching these parameters accurately will enable any given application achieve optimal performance, reliability as well longevity from its hydraulic pump system.
Importance of Hydraulic Fluid and Flow
The perfect running of any hydraulic system depends on hydraulic fluid. It acts as a channel through which power is conveyed within the system thus making it necessary for its properties and standards to be met for effective operations.
- Lubrication: Friction between moving parts which enhances efficiency and prolongs life of hydraulics is reduced by hydraulic oil acting as a lubricant.
- Heat transfer: During use, good hydraulic oils have the ability to dispel or cool down heat so that overheating does not occur while keeping everything at an optimum temperature level.
- Contamination removal: Hydraulic liquids are also responsible for carrying away particles and impurities that may cause wear and tear; this is important in maintaining integrity of the systems and preventing potential failures.
- Corrosion resistance: Hydraulic components are made up of different metals with some being susceptible to rusting when exposed to moisture; therefore high-quality fluids contain additives which protect them from corroding hence extending their lifespan.
Main Flow Parameters
- Flow rate (GPM or LPM): This shows how fast fluid moves through a hydraulic system; measured in gallons per minute (GPM) or liters per minute (LPM). The velocity of actuators is directly proportional to it.
- Pressure (PSI or Bar): Pound force per square inch (psi) or bar indicate the amount of force required by the system against work done internally within itself due to resistance encountered. It should be enough so that all tasks can be accomplished successfully but not too much since it may cause damage somewhere else in the process.
- Viscosity (cSt): The thickness property possessed by any liquid i.e., how easily it flows when subjected under certain conditions such as pressure changes etc.; measured in centistokes(cSt). Fluid must have right viscosity for power transmission efficiency with least loss in energy.
- Temperature range: Operating temperatures where these machines operate usually vary greatly depending on their location or environment they are used in at particular times hence affecting choice of hydraulic fluid. The selected oil must not be affected by such temperatures to avoid negative impacts on performance and lifespan of various parts.
By ensuring that these parameters are met hydraulics can perform better, reduce down time and increase life span of equipment.
Understanding Positive and Variable Displacement Pumps
Crucial in hydraulic systems are positive and variable displacement pumps where they have different functions according to their design and operational features.
Positive Displacement Pumps
A positive displacement pump moves a given amount of fluid per cycle and can build high pressure as well as maintain accuracy. These machines have efficiency in common with the ability to handle various viscosities or fluids which makes them versatile. Gear, piston, and vane pumps are among the most popular types. Positive displacement pump key technical parameters include:
- Flow Rate (GPM or LPM): This indicates how much fluid is moved over time; also called volume flow rate. Positive Displacement Pumps deliver steady flow rates regardless of changes in system pressure.
- Pressure (PSI or Bar): They can create pressures up to several thousand pounds per square inch which is necessary for heavy-duty hydraulics.
- Viscosity Range: Designed to work across wide range of fluid viscosities.
- Efficiency: Efficiency ratings tend to be high thanks to limited slippage combined with accurate control over fluids being used.
Variable Displacement Pumps
Conversely, variable displacement pumps change their flow volume depending on load requirements thereby saving energy and reducing heat production. Usually axial piston pumps or variable vane-type units are used for this purpose. Key technical parameters for variable displacement pump include:
- Adjustable Flow Rate: It means that the flow rate can be changed to suit different situations hence making it more flexible and efficient.
- Pressure Control: Can keep up desired system pressures while adjusting itself according to varying amounts of flows demanded from it.
- Efficiency: When compared with fixed ones, the overall efficiency is higher because during low demand periods less power needs to be consumed by them thus lowering energy consumption within such systems.
- Control Mechanism: Different controls like mechanical/hydraulic/electronic may come into play so as enable accurate displacements adjustments mechanically controlled through use of cams etcetera hydraulically controlled using valves solenoids electronic controls.
In summary, both positive and variable displacement pumps have their benefits. Positive displacement pumps perform best in situations where a constant high pressure level needs to be maintained with great precision while variable types allow for energy conservation in systems that experience fluctuating demands. One should therefore look at these parameters when selecting an appropriate pump for optimizing the performance of hydraulic systems.
Why Are Hydraulic Pumps Used in Various Applications?
Hydraulic pumps are important in many applications because they can create a lot of power from a small amount of mechanical energy. This means that they are very efficient and reliable. These devices change mechanical energy into hydraulic energy so that movement and force can be controlled precisely within machinery or equipment. Hydraulic pumps have a widespread use in the industrial sector, mobile industry, as well as aerospace applications where such functionalities as lifting heavy weights, pressing machines among others need to be powered. They are designed for flexibility and expandability which makes them suitable for different tasks including those involving construction equipment or even aircraft control systems thus ensuring steady powerful performance throughout.
Industrial Uses of Hydraulic Pumps
Hydraulic pumps are vital in many industrial setups because of their ability to provide force and motion control. These are some industrial applications:
- Building Machinery: Hydraulic-powered excavators, bulldozers, cranes etc. allow for accurate control over heavy lifting, digging and material handling.
- Manufacturing and Production: In manufacturing plants hydraulic pumps are used to drive machines such as presses, injection molding machines or assembly line equipment where consistent and reliable force is required for efficiency.
- Mining Operations: Hydraulic pumps can be found on mining gear like drill rigs loaders or conveyor systems that help dig out materials under tough conditions then move them along.
- Agricultural Equipment: Tractors harvesters etcetera may employ hydraulic pumps for different functions including lifting plowing cultivating etcetera.
- Material Handling: Forklifts pallet jacks automated storage systems need hydraulic pumps to smoothly move goods around warehouses or distribution centres.
- Waste Management: Hydraulics in waste compactors recycling machines helps compress rubbish efficiently reducing volume making it easier to dispose of.
- Aerospace industry uses these too; Aircraft use hydraulics for control surfaces landing gear brakes other critical systems which require high precision reliability
- Automotive Industry needs them during vehicle manufacturing processes where hydraulic power is used behind the scenes in robotic arms stamping machines etcetera
- Marine Applications: Ships submarines use hydraulic propulsion systems which steer stabilize vessels plus control various onboard devices such as winches locks valves etcetera ensuring safe operation efficiency
- Railway Systems also utilize hydraulics heavily particularly on track laying machines rail grinders then train suspension kits designed for better ride comfort stability at higher speeds
Technical Parameters
- Flow Rate – This is the quantity of fluid pumped per unit time expressed as liters per minute (L/min) or gallons per minute (GPM).
- Pressure Rating – It refers to the maximum allowable pressure a pump can handle usually measured in bars or pounds per square inch (PSI).
- Efficiency -It shows how well a pump converts mechanical energy into hydraulic energy and is given as a percentage.
- Displacement: The volume of fluid moved per cycle by a pump, usually expressed in cubic centimeters per revolution (cc/rev) or cubic inches per revolution (cu in/rev).
- Control Mechanism – These are different types of controls such as mechanical hydraulic electronic etc which affect responsiveness precision of pumps.
Knowing these uses and definitions will guide you when choosing hydraulic pumps for particular industrial settings so that they perform optimally and reliably.
The Role of Hydraulic Pumps in Mobile Machinery
Hydraulic pumps are important for the functioning of mobile machinery such as excavators, loaders and agricultural equipment. They change mechanical energy into hydraulic energy which runs various components necessary for these machines to work. For example, in excavators, hydraulic pumps are responsible for moving the boom, arm and bucket thereby enabling accurate digging and lifting.
Technical Parameters in Mobile Machinery:
- Flow Rate: It ensures enough hydraulic fluid is supplied to keep component parts of machines operating at their speed; usually between 100-300 liters per minute (L/min) for heavy duty equipment.
- Pressure Rating: High pressure systems are common in this type of systems with ranges averaging from 2000 – 5000 Pounds Per Square Inch (PSI).
- Efficiency: Pumps with higher efficiencies save on energy consumed during operation thus lowering operational cost; typically about 85%-90%.
- Displacement: Variable displacement pumps used in mobile machinery alters amount of oil moved per cycle according to load requirement , ranging from 20-200 cubic centimeters per revolution (cc/rev).
- Control Mechanism : Electronic controls have become more widespread because they offer better accuracy as well as ability to adapt different workload unlike traditional mechanical or pure hydraulics .
These hydraulic pumps integration ensures that the mobile machine works effectively by having enough power and control required for construction works even those carried out in agriculture sector or any other demanding task. Moreover adjusting these parameters basing on specific application needs enhances both performance plus durability aspects related to mobile machines.
Applications in Aerospace and Marine Industries
Hydraulic pumps are essential in aerospace and marine industries where they help in running key systems smoothly.
Aerospace:
For planes, hydraulic systems aid in maneuvering flight control surfaces, landing gears among others. The following are some technical parameters of hydraulic pumps used in aerospace applications:
- Flow Rate: Normally lower than those utilized in industrial sectors because here it has to be very accurate like between 20-100 liters/minute (L/min).
- Pressure Rating: Since aircrafts have strong requirements for their systems; they need extremely high pressure ratings usually ranging from 3000psi up to 5000psi.
- Efficiency: For these type of hydraulic pumps the efficiency must be at least 90% over otherwise more fuel will be consumed which can cause failure.
- Displacement: In this case small sizes are used such as between 5 cc/rev – 50 cc/rev so as to make them light and compact enough for easy fitting into limited spaces.
- Control Mechanism: Sophisticated electronic or computer-controlled devices may be employed which allow precise adjustments based on various flight conditions.
Marine:
A ship uses hydraulics to operate steering gears, winches, cranes and stabilizers among other things hence the need for marine hydraulic pump systems. Here are some important technical specifications required by different marine applications:
- Flow Rate: Rates vary depending on machinery involved but normally fall within range of about 50 L/min to 200 L/min for general ship operations.
- Pressure Rating: They are either medium-pressure or high-pressure units designed specifically for marine equipment that is built heavily with robust materials able to withstand pressures of approximately between 2000 psi up to 4000 psi commonly used across most ships.
- Efficiency: Unlike land-based machines operating hours at sea tend to be longer therefore efficiency should range from around 85%-90% so as not waste too much power.
- Displacement: Marine operations require pumps capable of supporting different load demands hence variable displacement from 10 cc/rev up to 100 cc/rev is necessary in this case.
- Control Mechanism: It’s important to have both electronic and hydraulic controls which can be used for manual or automated management depending on what is being handled by the ship at any given time but still maintain accuracy so that no damage occurs.
These examples illustrate how versatile hydraulic pump technology is across diverse fields while considering specific technical requirements needed to achieve maximum performance within the aerospace and marine environments.
How to Maintain and Troubleshoot Hydraulic Pumps?

Refurbishing hydraulic pumps consists of a series of periodic checks and precautionary actions to ensure that they perform optimally and last long. Here are some essential steps in maintaining them:
- Regular Inspection and Cleaning: Regularly examine the hydraulic fluid for any signs of wear, tear or contamination. By cleaning the system and replacing the fluid as recommended, you prevent it from deteriorating thus ensuring its smooth operation.
- Lubrication: Proper lubrication reduces friction between moving components thereby preventing excessive wearing out. You should use appropriate hydraulic fluid specified by the manufacturer.
- Filter Replacement: Change hydraulic filters frequently so as to keep off contaminants from entering into the system. Clean filters prevent blockages and preserve integrity of hydraulic fluids.
- Checking for Leaks: Conduct frequent inspections on hoses, seals and connections to detect any signs of leakage. Rectify leakages promptly to prevent pump damage through loss of pressure.
- Pressure and Temperature Monitoring: Keep checking pressure and temperature gauges. Any deviation from normal operating ranges may indicate an underlying problem that requires immediate attention.
Common Issues Troubleshooting
- Pump Failure or Reduced Performance: If your pump fails to deliver expected performance; it could be due to clogged filters, air entrainment in the fluid or high fluid temperature. Adjust fluid level and remove air pockets to enhance efficiency again.
- Unusual Noise or Vibration: Abnormal noise or vibration is often caused by cavitation, misalignment or worn out parts within your pump system. Check through pumping machine together with its related units then change any damaged part accordingly.
- Overheating: Overworking, low levels of fluids or wrong types can cause overheating in pumps systems. Ensure right levels as well as compatibility of fluids plus incorporation cooling where necessary.
- Leaks: Continuous leaking might signify worn-out seals; over-pressurization or weak hoses among others things which need attending too immediately before they escalate into bigger problems like total failure etc., therefore replace defective ones while confirming that pressures are within range stated by manufacturer.
- Erratic System Behavior: When hydraulic system behaves inconsistently; there could be air contamination or incorrect fluid viscosity. To correct this, bleed off any air present and ensure required specifications are met in terms of Viscosity of liquid used.
Following these maintenance and troubleshooting tips will help keep your hydraulic pump running efficiently and reliably, thus preventing downtimes as well as costly repairs.
Regular Maintenance Tips for Hydraulic Pumps
- Keep Fluid Levels Proper: Ensure the hydraulic fluid is regularly checked and maintained at recommended levels. This is because lack of enough liquid can result in pump internal elements cavitation and spoilage.
- Use Appropriate Hydraulic Fluid: The viscosity index and grade as provided by the manufacturer must be met with regards to what kind of liquid should be used. Failure to use the right fluid may lead to poor performance of the system or wearing out some components.
- Regular Filter Maintenance: Depending on manufacturers’ instructions, change or clean hydraulic filters. If these screens are blocked then they will obstruct smooth flow through them thus raising up pressure within a given area which might end up causing damage to pumps.
- Inspect And Replace Seals Plus Hoses: It is necessary to keep checking seals together with hoses for any wear signs as well as damages or leaks detection. Once they become rotten this will let oil escape from one point while permitting dirt into another point thereby contaminating everything around it.
- Monitor Operating Temperature: Maintain operating temperature within range specified by producer that usually falls between 150°F – 180°F. Overheating leads to breakdown of oils used in hydraulics hence further deterioration leading towards premature failure of pumping units.
- Check For Air Contamination: Remove all air bubbles from system so as not make it misbehave erratically during operation which lowers efficiency levels of pumps involved.
- Conduct Regular System Inspections: Ensure frequent checks on different parts making up an entire hydraulic setup looking out for corrosion spots, worn out areas among others signs indicating potential problems that could worsen if left unattended to soonest possible time.
- Lubricate Moving Parts: All movable points must be greased adequately reducing wear tear due frictional forces acting against each other over long periods thereby increasing lifespan while decreasing chances of failure occurring sooner than anticipated by designers who built them originally.
- Monitor Noise And Vibration Levels: Unusual sounds or shaking noticed when pump is running means there is something wrong either with alignment, cavitation but worn out components could also be responsible for it so investigate promptly.
- Record Maintenance Activities: Document all undertakings like inspections carried out, repairs done plus changes made in fluids. This helps keep track of where we are as far as health status is concerned and also shows areas that require constant attention due to recurrent breakdowns being experienced over time.
By following these tips on a regular basis you will be able to prolong the life span of your hydraulic pump while at the same time ensuring maximum efficiency from it.
Common Issues and Their Solutions
1.Pump Cavitation: The phenomenon of cavitation happens when the liquid hydraulic fluid has lower pressure at inlet of pump. This results in formation of air bubbles which can cause damage during their implosion under high pressure.
- Solution: Make sure that there is no restriction on pump inlet, adequate level of fluid and proper viscosity of fluid used. Also look out for any leakage points where air may enter into system.
2.Overheating: If too much heat is generated it may lead to breakdown of hydraulic oil and spoilage of other parts in the system.
- Solution: Ensure the system is within recommended temperature range (usually 150°F to 180°F). Check if cooling devices like heat exchangers or fans are operational as required.
3.Fluid Contamination: Particulates, water and air present in hydraulics cause wear, corrosion and reduce performance generally known as contamination.
- Solution: Use fine quality filters that should be replaced regularly whenever necessary. Inspect hydraulic fluids more frequently with replacement done according manufacturer’s instructions.
4.Seal Failures: When seals wear off or deteriorate they create paths for leakages hence reduction in efficiency.
- Solution: Always inspect seals during maintenance routine so that those found faulty can be changed immediately. Also choose correct seal material considering compatibility with type of fluid being used in particular application.
5.Excessive Noise and Vibration: Misalignment, cavitations or worn-out components may be indicated by loud sounds and shaking movements respectively from machines working through liquids under pressure (hydraulic systems).
- Solution: Check whether all components were installed properly aligned otherwise take corrective measures where applicable; examine whole setup for signs indicating wear-tear then replace such parts without delay; identify sources causing cavitations fix them instantly before further damages occur elsewhere within circuitry./
6.Erratic Movement or Response: A system can behave unpredictably due to presence air particles mixed with oil or incorrect pressure setting
- Solution: Blead the system so as to eliminate entrapped air.Verify the system pressure and adjust to manufacturer recommended
7.Low System Pressure: Fluid leakage,pump wear or wrong adjustment may cause underperformance of hydraulic systems.
- Solution: Inspect pump for wear signs and replace where necessary; identify seal points that leak then repair accordingly; check whether settings match those given by manufacturer hence making appropriate changes if need arises.
8.Slow Operation: If fluid used is too viscous,clogging occurs in filters or parts get worn out,the whole system tends to work slowly than expected.
- Solution: Ensure oil used matches required viscosity at given operating temperature; clean blocked filter elements replacing each one as per instructions provided together with other consumable items during service interval such as seals / O-rings etcetera which wear overtime due rubbing against surfaces they are designed seal tight against; examine components checking their state visually replacing those found defective.
9.Stuck or Jammed Components: Moving metallic parts may corrode or foreign materials might find way into machinery resulting into locking up these sections permanently thereby disabling functionality of whole setup.
- Solution: Frequently inspecting & cleaning machines using anti-corrosion agents wherever applicable lubricate well moving joints while ensuring good protection from water exposure especially in outdoor installations /
10.Power Loss: Pump inefficiency,low levels fluids being used or wrong viscosity can result power failure within such equipments.
- Solution: Confirm correct level & type hydraulic fluid specified by OEM inspect maintain pump regularly addressing any leakage issues
By applying these solutions proactively on a regular basis, you will ensure that your hydraulic system operates efficiently and reliably.
Testing and Diagnostics for Hydraulic Pump Performance
For a hydraulic pump to work better, there should be proper testing as well as diagnosis. Here are some points that you have to consider:
- Visual inspection: You need to start with checking all parts of the pump visually.hunt for wear and tear signs, leakages or damages. Confirm that every connection is tight enough and hydraulic fluid level is okay.
- Pressure test: This involves using a pressure gauge to compare system pressure against manufacturers’ specifications. If it does not match then this could mean among other things; pump wear, fluid leakage or wrong settings.
- Flow test: Carry out flow metering so as to measure flow rate from the pumps which should meet manufacturers’ specifications. Reduced rates may imply internal pump wears or blockages within systems.
- Temperature monitoring: Measure operational heat of hydraulic fluids by use of thermometers.When overheated it signifies too much friction that can possibly be caused by things like worn out components or incorrect viscosity of the fluid used.
- Noise / vibration analysis: Listen carefully for any strange noise/vibration produced during operation since these could point towards mechanical failure (cavitation), air bubble entrapment or even bearing faults among others.Use equipment such as vibration analyzers which give more detailed information about such occurrences than mere observation would do alone
- Contamination check: Use particle counters etc., when testing if contaminates exist in hydraulic oil/parts otherwise high levels of contamination will lead into accelerated wear & tear on pump parts
- Efficiency test : Compare input power with output power lower efficiency than expected may indicate internal leakage or other mechanical problems within the pumps etc
- Seal integrity test: Look at seals closely to detect whether they are damaged/worn out since compromised seals tend to leak thus resulting drop in system pressures.Replace all faulty ones immediately.
- Hydraulic oil analysis : Viscosity changes, presence water and other contaminants can be checked through an oil analysis Proper condition of oils is vital for good working pumps hence this step must not be skipped
- Electronic diagnostics: Real time monitoring performance of hydraulic systems can be done using sensors and diagnostic software. abnormalities shown by pressure, flow, temperature etc may suggest deeper underlying issues which should then be addressed timely.
These are just some among the many ways but if followed keenly; it will help in maintaining efficiency throughout its lifetime thereby reducing downtimes as well as extending equipment lifespan.
Frequently Asked Questions (FAQs)

Q1: What are the common signs that a hydraulic pump is failing?
A1: Common signs of hydraulic pump failure include unusual noises, decreased efficiency, excessive vibration, fluid contamination, and leakage. Regular maintenance and testing can help identify these issues early.
Q2: How often should I perform maintenance on my hydraulic pump?
A2: Maintenance frequency depends on the application and usage, but generally, it’s recommended to perform routine checks and maintenance every 3 to 6 months. Refer to the manufacturer’s guidelines for specific recommendations.
Q3: Can I use any type of hydraulic fluid in my pump?
A3: No, it’s crucial to use the specific type of hydraulic fluid recommended by the pump manufacturer. Using the wrong viscosity or type of fluid can lead to reduced performance and potential damage to the pump.
Q4: How can I minimize contamination in the hydraulic fluid?
A4: To minimize contamination, use high-quality filters, keep the hydraulic system sealed, regularly check for leaks, and avoid exposing the fluid to contaminants during maintenance procedures.
Q5: What tools are necessary for conducting a thorough hydraulic pump diagnostic?
A5: Essential tools for hydraulic pump diagnostics include pressure gauges, flow meters, particle counters, vibration analyzers, and specialized diagnostic software. These tools help monitor and assess the pump’s performance accurately.
Q6: What should I do if I detect abnormal noise or vibration in my hydraulic pump?
A6: If you detect abnormal noise or vibration, immediately shut down the system to prevent further damage. Inspect the pump for cavitation, air entrapment, or bearing failure, and perform a detailed analysis using vibration analyzers if necessary.
Q7: Is electronic diagnostics essential for hydraulic pump maintenance?
A7: While not always essential, electronic diagnostics can provide real-time monitoring and detailed insights into the hydraulic system’s performance, making it easier to identify and address issues quickly.